我们精心制作的普洱 当地 绕筋机钢筋弯曲中心实力工厂产品视频已经准备就绪,【一睹真容!】产品视频,全方位呈现产品魅力!
以下是:普洱 当地 绕筋机钢筋弯曲中心实力工厂的图文介绍

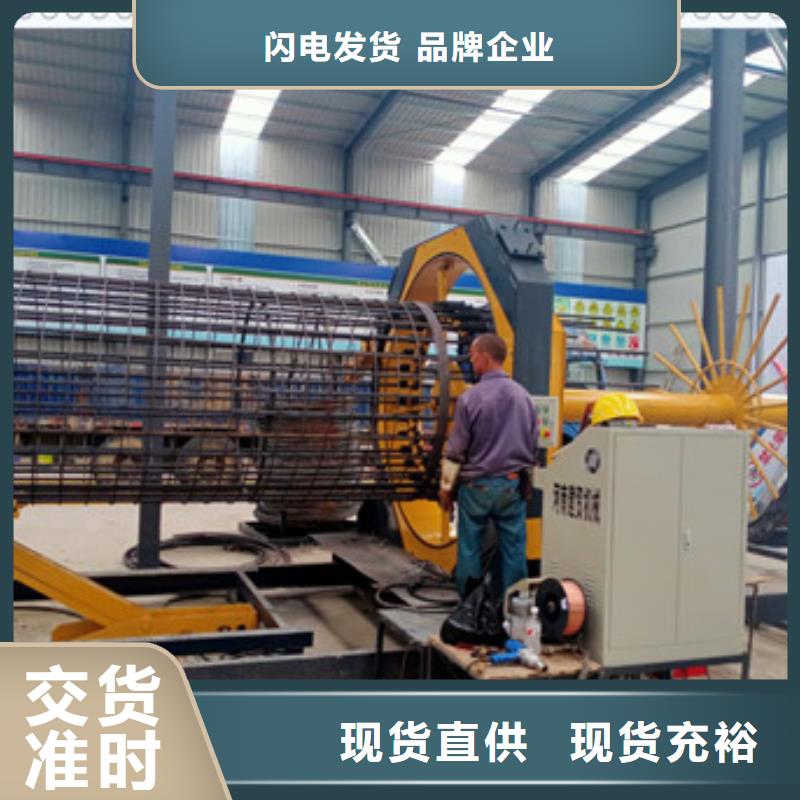
绕筋机本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。

普洱钢筋带锯床


钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。随着科技的发展和对建筑工程的要求不断,现在很多的施工现场特别是路桥和高铁等项目都用机械来取代原来的人工来加工钢筋。比如钢筋笼的制作,钢筋的弯曲,箍筋的制作等。钢筋笼滚焊机和钢筋笼绕筋机是近几年出现的专业制作钢筋笼的自动化设备。目前很多的项目甲方和监理要求必须要上设备才能让施工方施工。当然也有很多地区这种设备还没有普及,就简单向大家介绍一下这两种设备的主要功能和区别。



建贸机械设备有限公司生产经销批发的 普洱钢筋带锯床、畅销消费者市场,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。品种齐全、价格合理。公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,欢迎新老客户前来洽谈业务。








 扫一扫
扫一扫